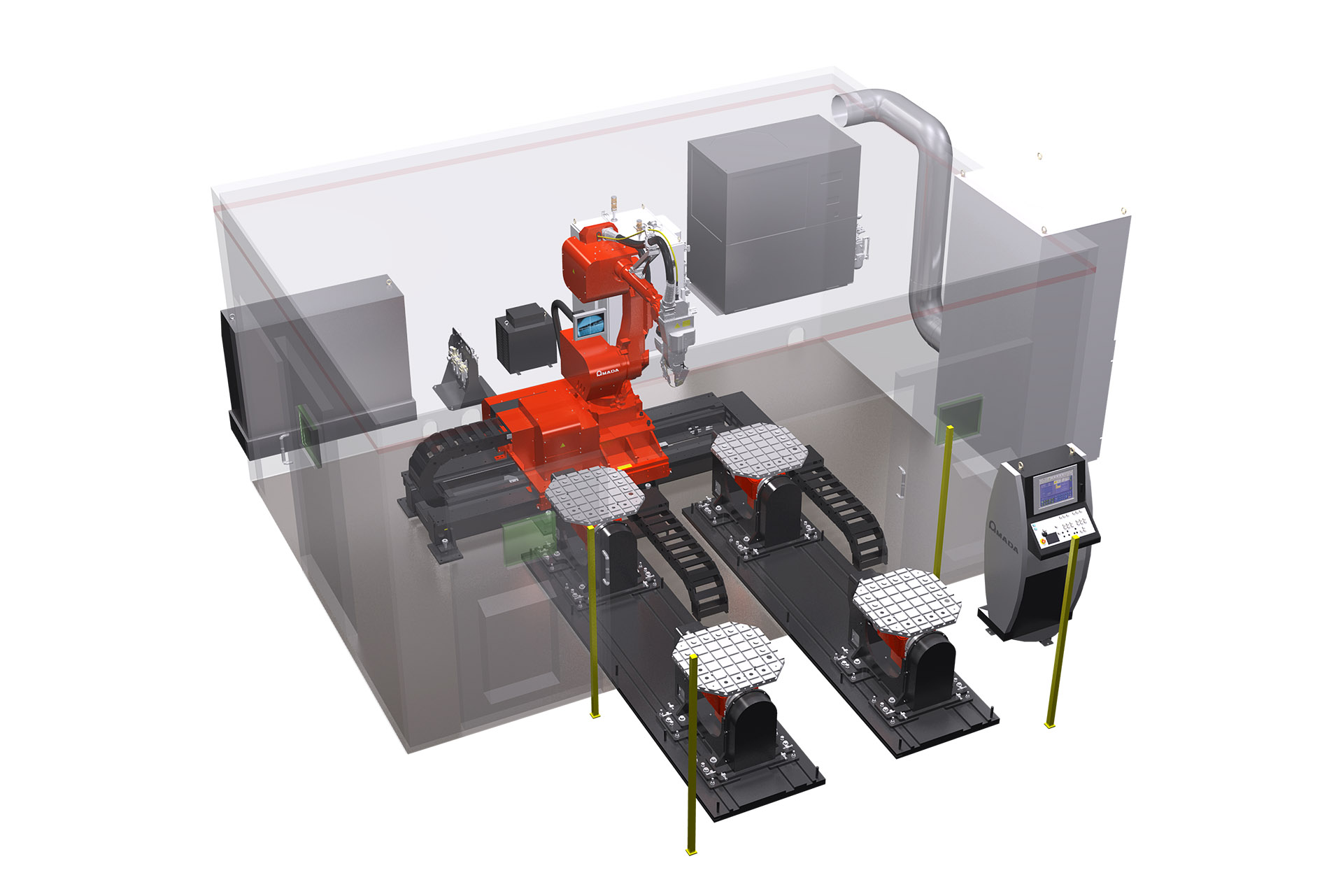
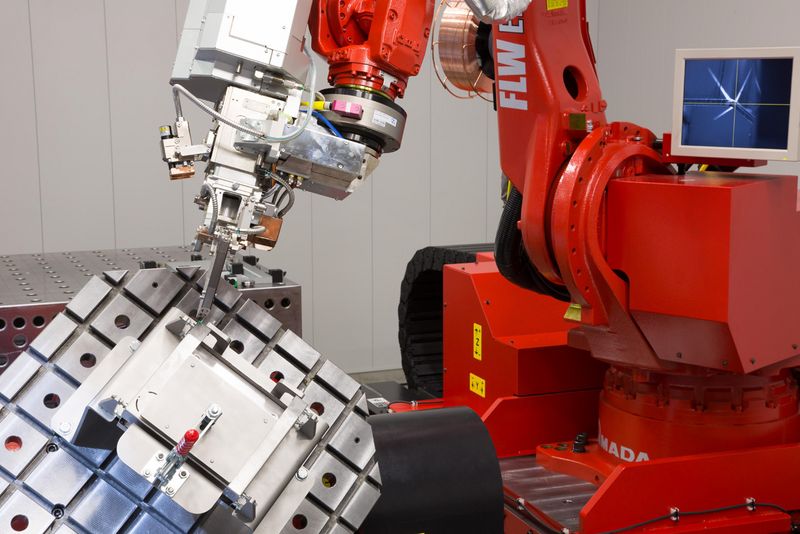
AMADA jest liderem technologicznym w dziedzinie światłowodowych laserów spawalniczych. Komora spawalnicza FLW-ENSIS ma wiele cech, które czynią ją wyjątkową pod względem jakości, prędkości spawania i wydajności. Podstawowa konfiguracja komórki składa się z własnego lasera światłowodowego, 6-osiowego robota na liniowej jezdni, stołu obrotowo-uchylnego i aktywnej kabiny bezpieczeństwa. W zależności od poziomu rozszerzenia można dodać dodatkowe przydatne funkcje.
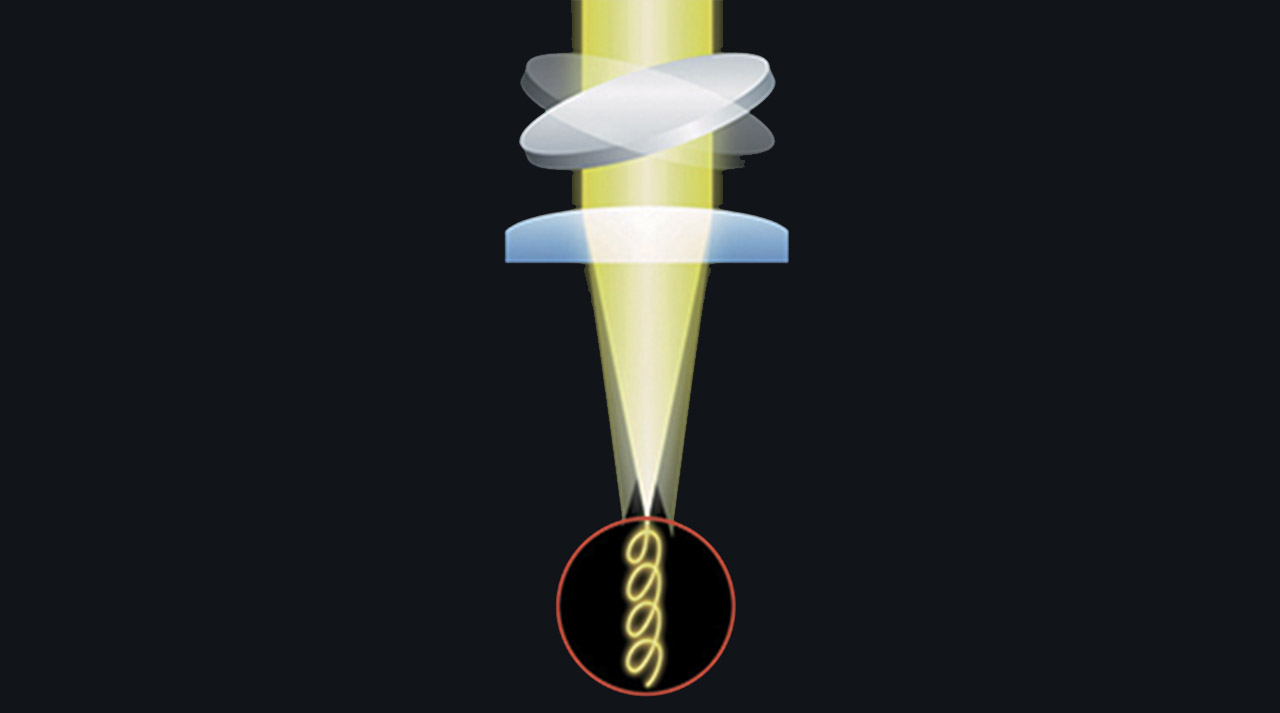
FALOWANIE WIĄZKI:
Ten unikalny system obraca aktualną wiązką lasera za pomocą soczewki zamiast polegać na ruchu obrotowym robota, aby umożliwić dokładne spawanie znacznie większych szczelin. Powoduje to znacznie gładsze, spójniejsze spoiny i wyższą jakość cięcia.

M5 SYSTEM SZYBKIEJ WYMIANY STOŁU:
Opcjonalny system szybkiej wymiany stołu M5 pozwala na doskonałą automatyzację bez ograniczeń w zakresie geometrii części lub faktycznego zadania spawalniczego do wykonania. Podczas gdy w obszarze roboczym znajduje się stół z komponentem, drugi stół może być przygotowywany. W rezultacie można skrócić przestoje i znacznie zwiększyć wydajność.
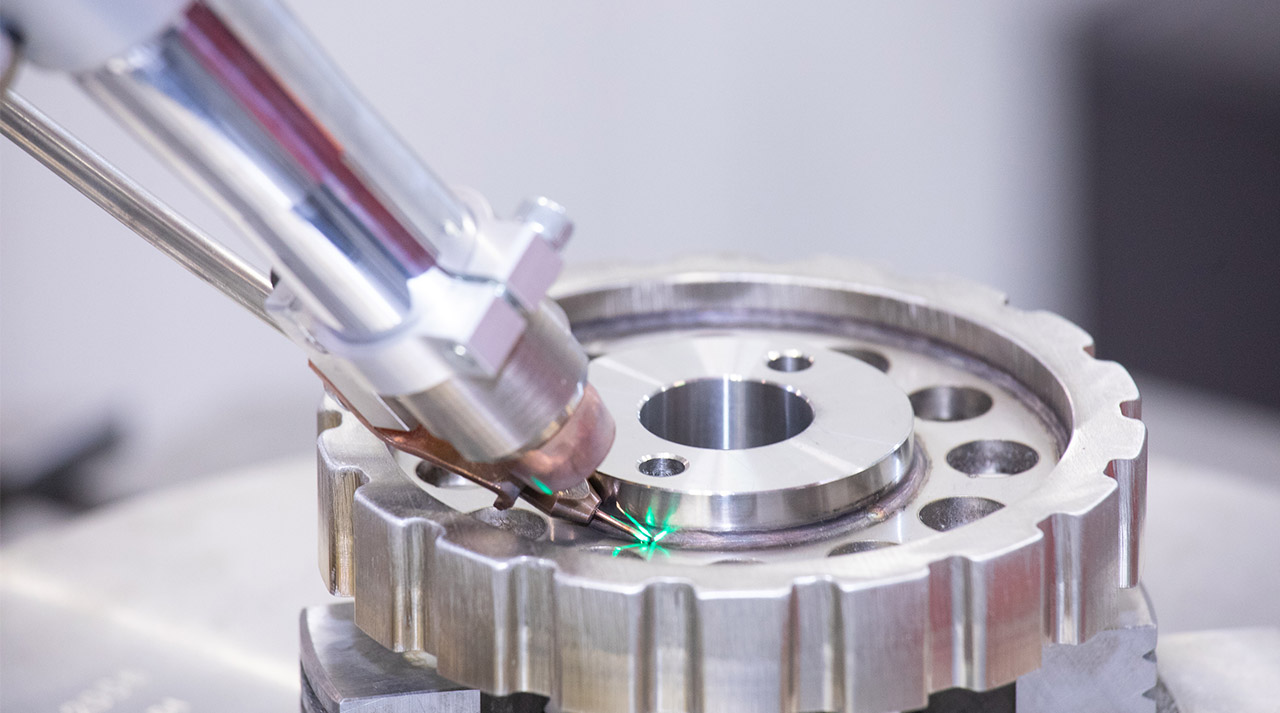
PODAWANIE DRUTU SPAWALNICZEGO:
W przypadku niektórych zadań podawanie drutu spawalniczego można aktywować w dowolnym momencie. Można to zmieniać nawet przy tej samej części pomagając w ten sposób wypełnić większe szczeliny, których nie można wypełnić nawet podczas procesu falowania wiązki.

FALOWANIE WIĄZKI:
Ten unikalny system obraca aktualną wiązką lasera za pomocą soczewki zamiast polegać na ruchu obrotowym robota, aby umożliwić dokładne spawanie znacznie większych szczelin. Powoduje to znacznie gładsze, spójniejsze spoiny i wyższą jakość cięcia.
M5 SYSTEM SZYBKIEJ WYMIANY STOŁU:
Opcjonalny system szybkiej wymiany stołu M5 pozwala na doskonałą automatyzację bez ograniczeń w zakresie geometrii części lub faktycznego zadania spawalniczego do wykonania. Podczas gdy w obszarze roboczym znajduje się stół z komponentem, drugi stół może być przygotowywany. W rezultacie można skrócić przestoje i znacznie zwiększyć wydajność.
PODAWANIE DRUTU SPAWALNICZEGO:
W przypadku niektórych zadań podawanie drutu spawalniczego można aktywować w dowolnym momencie. Można to zmieniać nawet przy tej samej części pomagając w ten sposób wypełnić większe szczeliny, których nie można wypełnić nawet podczas procesu falowania wiązki.
| FLW-3000ENSIS M3 | FLW-3000ENSIS M5 | |
|---|---|---|
| Moc lasera (W) | 3000 | 3000 |
| Typ maszyny | Fiber laser | Fiber laser |
| Głowica przetwarzająca | AMADA | AMADA |
| Skok prędkości transportu (mm) | 3000 | 4000 |
| Maksymalna prędkość przejazdu transportu (m/min) | 60 | 60 |
| Powtarzalna dokładność pozycjonowania transportu (mm) | ± 0.1 | ± 0.1 |
| Maksu=ymalne ustawienie tabeli ładowności (kg) | 500 | 500 |
| Oś obrotowa stołu pozycyjnego | ± 720 ° | ± 200 ° |
| Wychylenie osi stołu pozycyjnego | ± 90 ° | ± 90 ° |
Specyfikacja robota: | ||
| Rodzaj | Sześcioosiowy pionowy robot przegubowy | Sześcioosiowy pionowy robot przegubowy |
| Sterownik | DX100 | DX100 |
| Producent | - | - |
Wymiary: | ||
| Długość (mm) | 7500 | 8500 |
| Szerokość (mm) | 5000 | 4500 |
| Wysokość (mm) | 3700 | 3700 |
| Waga (kg) | 13850 | 15265 |
Dane techniczne mogą się różnić w zależności od konfiguracji
Proszę skontaktuj się z nami aby uzyskać więcej szczegółów i opcji lub pobierz naszą broszurę

W celu bezpiecznego użytkowania
Przed użyciem należy dokładnie przeczytać instrukcję obsługi
Dla zachowania bezpieczeństwa użytkowania należy stosować odpowiednie urządzenia zabezpieczające.

Laser klasy 1 gdy działa zgodnie z EN 60825-1